全产业链铝锌镁金属制造企业金属精密压铸表面处理一站式服务
134-2517-0563
0769-82888138 24小时服务热线
0769-82888138 24小时服务热线




创造自主知识产权品牌,为创新制造奋起直追,汉涛坚持工匠精神,设立独立研发中心,布局技术未来,为中国“智”造勇立潮头,成为压铸行业强实力的供应商,为广大客户提供整套技术解决方案,不断地为客户、社会创造更大的价值。

自主研发技术
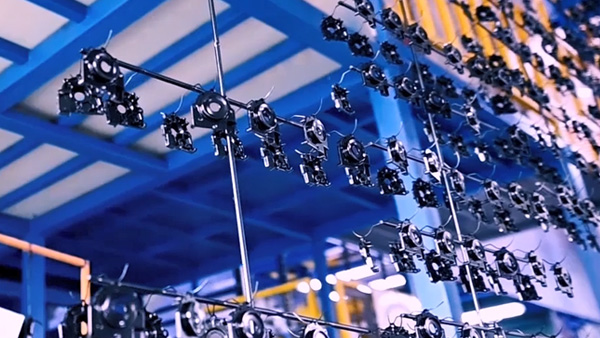
生产制造基地
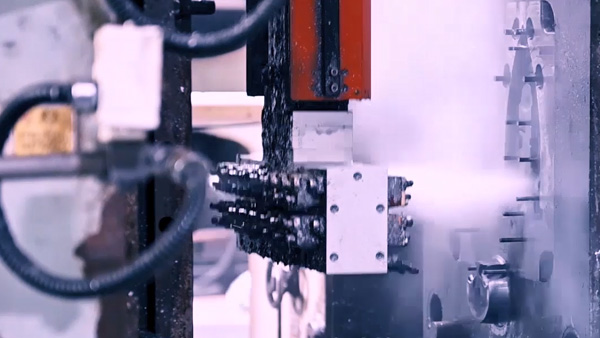
精加工设备
大企业稳定客户

拥有160-1650T冷室压铸机19台,18-200T热室压铸机9台,700T半固态压铸机2台 拥有10年+行业经验的工程和模具技术人员40人,品质管理人员40人,体系完善,层层管控 CNC加工中心150台(FANUC、brother、DEFORMAT、多米,四轴80台),CNC车床20台
(TSUGAMI),五轴自动打磨机10台。
 压铸部
压铸部 CNC车间
CNC车间



我们公司算的上是汉涛公司的老客户了,至今与汉涛合作已经有8年...

今年5月,我们公司需要采购一批铝合金压铸件,通过在搜索“铝合...





















东莞汉涛金属制造有限公司(简称PPM)系属港资企业,注册资金4160万元人民币,建筑面积为30000平方米,新建厂房,环境优美,现拥有在职员工550多人,公司位处虎门镇南端的南栅社区四区文明路。虎门是广东省东莞市工业重镇,位处大湾区中心一个重要的交通枢纽, 周边供应链配套齐全,主要行业包括电子,小家电,金属制品等。






")
")
")
")

")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")





")
")
")
")
")
")





 公司风采
公司风采 生产车间
生产车间 检测设备
检测设备 荣誉资质
荣誉资质







































 扫码进入手机端
扫码进入手机端